












Компания «ROTTLER MASCHINNENBAU CO., LIMITED»., представляет собой высокотехнологичное машиностроительное производство на территории Китая, работающие по немецким технологиям и комплектующим компании «ROTTLER MASCHINNENBAU CO., LIMITED» специализирующееся в разработке и производстве высокоточных обрабатывающих центров, что даёт полную уверенность в высоком качестве выпускаемой продукции, в том числе высокоточных вертикальных и портальных обрабатывающих центров и прочего оборудования.
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Эта серия станков представляет собой фрезерно-расточные обрабатывающие центры. Стол перемещается влево и вправо по передней станине (ось X), шпиндельная коробка поднимается и опускается по колонне (ось Y), колонна движется вперед и назад по задней станине (ось Z), расточной шпиндель перемещается вперед и назад (ось W), а стол вращается (ось B). Передняя и задняя станины выполнены из новых минеральных материалов с высокой стабильностью и точностью.

ОСНОВНЫЕ КРУПНЫЕ ЧАСТИ
Станина выполнена по технологии минерального литья с использованием трехмерного синхронного проектирования, анализа методом конечных элементов (FEM) и других передовых методов исследований и разработок. Благодаря рациональной компоновке она обладает высокой устойчивостью к деформации и изгибу, что обеспечивает превосходную точностную стабильность основных крупных компонентов.
Остальные основные крупные детали отливаются из высококачественного серого чугуна с использованием технологии литья по смоляным формам. С помощью трехмерного синхронного проектирования, анализа методом конечных элементов (FEM) и других передовых методов исследований и разработок, проводится рациональное усиление для обеспечения высокой устойчивости к деформации и изгибу, а также исключительной точностной стабильности. Перед обработкой все детали дважды подвергаются термической обработке для снятия напряжений и обеспечения стабильности после обработки.
СТАНИНА
- Станина имеет Т-образную конструкцию, что увеличивает сечение станины и способствует улучшению распределения напряжений, повышая её жесткость.
- Оси X и Z оснащены высокожёсткими линейными роликовыми направляющими, которые характеризуются малым коэффициентом динамического и статического трения, быстрой скоростью отклика, высокой точностью позиционирования на высоких скоростях и отсутствием ползучести на низких скоростях.
- Оси X и Z оснащены асинхронными сервомоторами и прецизионными сервопланетарными редукторами, которые соединяются с шариковыми винтами через прецизионные эластичные муфты для обеспечения подачи.

ПОВОРОТНЫЙ СТОЛ
Рабочий стол оснащен импортным перекрестным роликовым подшипником (внешнее кольцо является зубчатым), который приводится в движение двумя моторами и двойными шестернями для устранения люфта. Стол оснащен круговой линейкой в стандартной комплектации для точного индексирования, что обеспечивает высокоточную функцию позиционирования и произвольное индексирование. Устройство зажима поворотного стола использует дисковую пружину для зажима, гидравлический механизм для освобождения, а также оснащено датчиками давления и положения освобождения. Двойная система обнаружения помогает обеспечить плавную и бесперебойную работу поворотного стола.

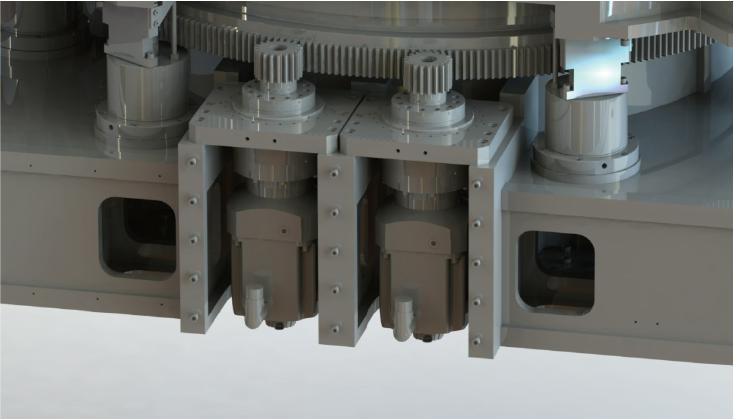
Особенности конструкции передачи поворотного стола (двухмоторная электрическая система устранения люфта)
Будущие тенденции развития станков с ЧПУ направлены на увеличение их размеров и массы, что приводит к удлинению хода станка и повышению требований к точности. Существует два способа устранения люфта, возникающего в механизме передачи "шестерня-рейка": механический и электрический с использованием двух моторов.
Механический способ предполагает использование одного мотора для привода двух шестерен, в то время как электрический способ с двумя моторами использует два мотора для привода двух шестерен. В случае двухмоторной системы устранения люфта два мотора соединены с основной шестерней через две дополнительные шестерни и работают по специальной кривой управления. Это обеспечивает постоянное приложение ненулевого крутящего момента хотя бы одним из моторов к основной шестерне, что исключает появление люфта в движении основной шестерни
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
|
Наименование |
Ед. изм. |
Параметр |
|
|
Зоны обработки |
Стол горизонтальное перемещение (Ось X) |
мм |
3500 |
|
Шпиндельная коробка вертикальное перемещение (Ось Y) |
мм |
2000 |
|
|
Колонна продольное перемещение (Ось Z) |
мм |
2000 |
|
|
Расточная головка (Ось W) |
мм |
700 |
|
|
Вращение рабочего стола (Ось B) |
|
Автоматическое бесконечное 360° |
|
|
Диапазон перемещения расточной головки до центра стола |
мм |
0~2000 |
|
|
Рабочий стол
|
Размер стола |
мм |
1800×2200 |
|
Индексация перемещения стола |
|
0,001 |
|
|
Максимальная нагрузка на стол |
кг |
20000 |
|
|
Шпиндель |
Конус шпинделя |
|
7:24(ISO 50) |
|
Хвостовик шпинделя |
|
SK50 |
|
|
Диаметр расточной головки |
мм |
φ130 |
|
|
Скорость вращения расточной головки |
Об/мин |
10~2500 |
|
|
Мощность шпинделя (номинальная/максимальная) |
кВт |
31/89.1 |
|
|
Крутящий момент шпинделя (номинальная/максимльная) |
Нм |
2491/6105 |
|
|
Подачи |
Скорость подачи по осям X/Y/Z |
мм/мин |
2~8000 |
|
Подача по оси W |
мм/мин |
2~8000 |
|
|
Скорость быстрого перемещения |
м/мин |
X/Y/Z/W: 16/16/10/10 |
|
|
Скорость вращения поворотного стол |
Об/мин |
2,5 |
|
|
Точность |
Точность позиционирования |
мм |
X/Y/Z:0,015 W:0.02 |
|
Повторяемость позиционирования |
мм |
X/Y/Z:0.01 W:0.015 |
|
|
Точность позиционирования (оси B) |
″ |
8 |
|
|
Повторяемость позиционирования (оси B) |
″ |
4 |
|
|
Прочие |
Размеры |
мм |
9500×9300×6000 |
|
Вес |
кг |
60000 |
|
Комплектация поставки
Напольный горизонтально-расточно-фрезерный обрабатывающий центр HBP1335T - 1 шт.
ЧПУ Siemens 828D Вращающийся стол от ЧПУ - 1 шт.
Инструментальный магазин на 60 инструментов BT50 - 1 шт.
Оптические линейки по осям X, Y, Z, энкодер по оси B - 1 шт.
Гидравлическая система 7 МПа - 1 шт.
Ручная фрезерная головка под прямым углом (2000 об/мин /1000 Нм)- 1 шт.
Сенсорный цветной ЖК-дисплей 15”
Мониторинг крутящего момента по осям X/Y/Z
Поворотный стол (ось В)
Пневмостанция
Пульт управления с маховичком MPG
Подача СОЖ через шпиндель 50 бар
Бак для СОЖ с бумажным фильтром
Шпиндельный люнет (поддерживающая опора), W=250
Охладитель шпиндельного масла
Система автоматической смазки направляющих
Система подачи СОЖ (включая насос и бак)
Пистолет для смыва стружки
Шнековый конвейер для удаления стружки по оси Х
Ленточный конвейер для удаления стружки с корзиной
Электрошкаф с теплообменником
Панель оператора
Педаль для зажима/разжима инструмента в шпинделе
Освещение рабочей зоны
Лампа индикации состояния станка
Комплект инструмента для монтажа оборудования
Комплект анкерных болтов и опор для выставления станка по уровню
Руководство по эксплуатации и обслуживанию на русском языке
Трансформатор 3х-фазный 380 В
Транспортная упаковка
Цепной механизм инструмента на 60 мест
Документация:
Инструкция по техническому обслуживанию и ремонту станка
Паспорт
Принципиальная электрическая схема со спецификацией к ней на русском языке в распечатанном виде
Экземпляр документации к системе ЧПУ, инструкция по программированию
План фундамента